I've been trying to do some very small projects that I can mostly do in a day or two each, without buying anything new -- and also forcing myself to be creative and work with my scrap pile. Not focused on aesthetics, just functionality. Working on larger complicated projects is nice but I am tired of things taking weeks and having to keep hitting stores or mail ordering parts or materials.
Since I upgraded the chuck on my small WEN 4210 drill press I have been very pleased with how it's performing. So I've spent a little time here and there making other small improvements.
Since I upgraded the chuck on my small WEN 4210 drill press I have been very pleased with how it's performing. So I've spent a little time here and there making other small improvements.
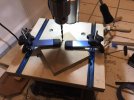
- New height adjustment crank with a longer shaft so I can eventually make a nicer table without a clearance notch in the corner -- which will allow me to put T track in for a fence/hold downs.
- Crank is just made out of scrap furring strip with a through mortise+tenon for the shaft/crank arm connection
- Spare 1/4" ID oilite bushing used to keep the knob stud from chewing up the pine over time.
- Will use a spare cheap file handle as the revolving knob (next on the to-do list.)
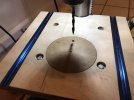
- The DP connects to the crank arm via a 14mm D-shaft, I didn't have a 14mm bit so I used a 5/8" one and just put gasket material opposite the setscrew.
- Located all of the sources of rattle when it is running and put 1/16" cork/rubber gasket material hot glued to silence them. MUCH quieter now. Hard one to find was the underside of the belt compartment enclosure bumping against the top of one of the screws on the motor.
- Just hot glued a spare magnet to the DP to hold the new chuck's key, since it is too large to fit in the old chuck key holder. Magnet seems a lot more convenient and I think I am remembering to put it back more often since it's less effort.
Attachments







Last edited: